
Z7C тибындагы блоклау җыелмалары

Бәйләнеш алдыннан әзерлек
1. Куплау валының һәм тишекнең үлчәмнәре GB1957-81 "Тигез чикләү регламенты" нда күрсәтелгән үлчәүләр ярдәмендә яки GB3177-82 "Эш эшләренең үлчәмнәрен тикшерү" буенча сынап каралачак.
2. Берләштерелгән өслек пычрак, коррозия һәм зыянсыз булырга тиеш.
3. Чиста киңәйтү җиң өслегендә һәм бәйләүче өлешнең комбинация өслегендә майлау катламын (молибден сульфид кушылмалары юк) тигез кулланыгыз.
Veиңне киңәйтү
1. Бәйләнгән өлешне валга этәрегез, ул дизайнда күрсәтелгән урынга барып җитә.
2. Кушылу омтылышын булдырмас өчен, иркен винтның киңәйтү җиңен тоташтыргыч тишеккә кертегез, аннары винтны кысуда күрсәтелгән ысул буенча кысыгыз.
Винт ысулы
1. Зурайту җиң винталары диагональ һәм кросс юнәлешендә момент вагонын кулланып тигезләнергә тиеш.
2. typeәрбер төрнең киңәйтү җиңенең күрсәтелгән кыйммәте буенча бер винтның моментын кысыгыз.
3. Винтны кысканчы бушлыкны бетерегез һәм винтны процедура буенча кысыгыз.
4. Винталарны беркетү тәртибе түбәндәгечә:
а. Бушлыкны бетергәннән соң 1 / 3MA кыйммәте белән кысыгыз;
б. 1 / 2MA кыйммәте белән кысыгыз;
в. MA кыйммәте белән кысыгыз;
г. Барлык винталарны тикшерү өчен MA кулланыгыз.
Киңәйтү җиңен бетерү
1. Барлык винталарны бушатыгыз, ләкин барлык винталарны чыгармагыз.
2. Чыгарылган гальванизацияләнгән винтны чыгарыгыз, чыгару винтасын алгы басым боҗрасының ярдәмче винт тишегенә винтлагыз, киңәйтелгән боҗраны йомшарту өчен киңәйтелгән тапшыру әгъзасына әкренләп басыгыз, аннары киңәйтү җиңен чыгарыгыз.
3. Төрле киңәйтү җиңе, сүтү ысуллары да төрле, аның характеристикаларын тулысынча аңларга, аннары сүтүне сынап карарга, чыгару җепләре бозылмасын өчен.
4. Z1 киңәйтү җиңен алганда, башта басым тәлинкәсенең винтасын бушатыгыз, аннары киңәйтелгән боҗраны йомшартыр өчен киңәйтелгән тапшыру өлешенә йомшак басыгыз.
Оборона
1. Урнаштырганнан соң, киңәйтү җиңенең һәм винтның башына датка каршы май катламын кулланыгыз.
2. Ачык һавада эшләгәндә яки машинаның начар эш шартларында, датка каршы май белән ачыкланган киңәйтелгән җиңнең битендә регуляр булырга тиеш.
3. Коррозицион массакүләм мәгълүмат чараларында эшләргә кирәк булган киңәйтү җиңнәре өчен, киңәйтү җиңнәренең коррозиясен булдырмас өчен, махсус саклану (капка тәлинкәсе) кабул ителергә тиеш.
| Төп зурлык | Бәяләнгән йөк | Авырлык | |||
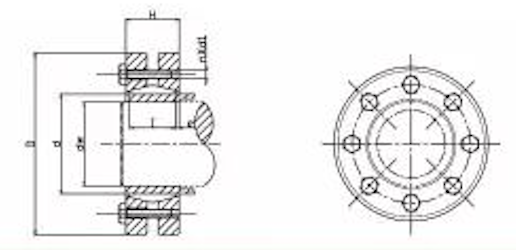
| d | D | dw | Оксаль көч | Torque Mt. | wt |
| Төп үлчәмнәр (мм) | kN | kN-м | kg | ||
| 200 | 350 | 145 | 1291 | 93 | 50 |
| 150 | 1353 | 101.5 | |||
| 155 | 1409 | 109.2 | |||
| 160 | 1625 | 130 | |||
| 220 | 370 | 165 | 1703 | 140.5 | 65 |
| 170 | 1776 | 151 | |||
| 170 | 1835 | 156 | |||
| 240 | 405 | 180 | 1994 | 179.5 | 87 |
| 190 | 2137 | 203 | |||
| 190 | 2242 | 213 | |||
| 260 | 430 | 200 | 2390 | 239 | 100 |
| 210 | 2542 | 265 | |||
| 210 | 2686 | 282 | |||
| 280 | 460 | 220 | 2900 | 319 | 132 |
| 230 | 3087 | 355 | |||
| 230 | 2965 | 341 | |||
| 300 | 485 | 240 | 3175 | 381 | 140 |
| 245 | 3273 | 401 | |||
| 320 | 520 | 240 | 3317 | 398 | 165 |
| 250 | 3536 | 442 | |||
| 260 | 3738 | 486 | |||
| 340 | 570 | 250 | 4080 | 510 | 240
|
| 260 | 4307 | 560 | |||
| 270 | 4519 | 610 | |||
| 360
| 590
| 280 | 4707 | 659 | 250
|
| 290 | 4931 | 715 | |||
| 295 | 5044 | 744 | |||
| 390
| 660
| 300 | 5733 | 860 | 350
|
| 310 | 5903 | 915 | |||
| 320 | 6063 | 970 | |||
| 420
| 690
| 330 | 6182 | 1020 | 410
|
| 340 | 6470 | 1100 | |||
| 350 | 6743 | 1180 | |||
| 460
| 770
| 360 | 7222 | 1300 | 540
|
| 370 | 7514 | 1390 | |||
| 380 | 7789 | 1480 | |||
| 500 | 850 | 400 | 9400 | 1880 | 750 |
| 410 | 9659 | 1980 | |||
| 420 | 9905 | 2080 | |||





